Contact Person: Mr.Li
Mobile: +86-18509252400
Wechat: 18509252400
Email: info@mudsolidscontrol.com
Address: No.2 Huochang Road, Yangling District,Xianyang City, Shaanxi Province, China
In oil and gas drilling, trenchless construction and other projects, drilling mud, known as the "blood of drilling", undertakes the functions of carrying cuttings, cooling drill bits, balancing formation pressure and stabilizing well walls, which determines drilling efficiency, downhole safety and operation costs. An efficient multi-stage purification mud recycling system can not only realize the recycling of mud (reducing mud costs by 30% ~ 50%), but also reduce the discharge of waste solids to meet the requirements of environmental protection regulations. TR Solids Control Equipment Manufacturer comprehensively analyzes the drilling purification mud recycling system from the aspects of system composition, equipment functions and principles, working process and technical characteristics.
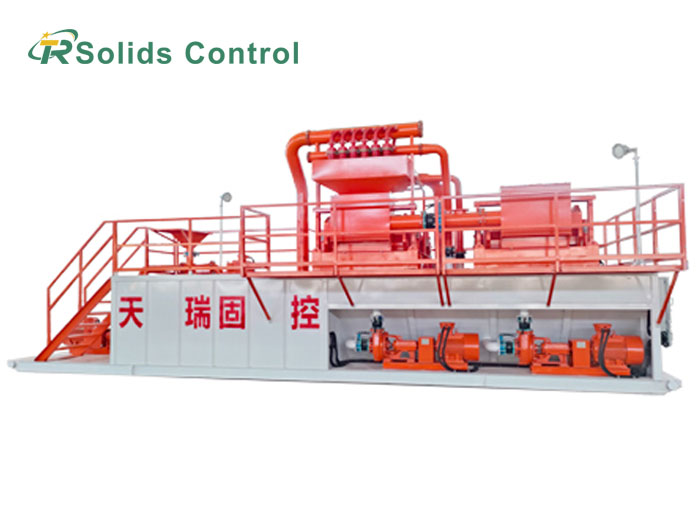
The drilling multi-stage purification mud recycling system is an integrated system that realizes the cyclic treatment of mud during drilling through surface equipment. Its task is to separate cuttings and harmful solids from drilling fluid, stabilize the performance indicators of drilling fluid, realize the cyclic reuse of drilling fluid, reduce drilling costs and meet the increasingly strict environmental protection requirements. The complete multi-stage purification system is usually composed of five-stage purification equipment and a series of auxiliary equipment, forming the full-process treatment system from rough purification to fine purification.

Mud tanks are the storage and deployment core of the system, used for storing, deploying and circulating drilling fluid. Modern mud circulation treatment systems usually include multiple sets of mud circulation tanks with a total volume of more than 280 cubic meters. Mud tanks can be divided into multiple functional areas such as sand settling bin, reaction bin and clean water bin. Some tanks are also equipped with heating or thermal insulation devices to adapt to extreme environments.
Modern solids control systems are usually equipped with five-stage purification equipment, which are shale shaker, desander, desilter and centrifuge in order of increasing purification accuracy, supplemented by vacuum degasser to handle gas invasion problems.
First-Stage: Shale Shaker - The "First Line of Defense" of the Solids Control System
The shale shaker is the first solids control equipment that contacts drilling fluid returning from the well. Its main function is to remove coarse solids and large cuttings larger than 74 μm. The shale shaker removes over 80% of total solids, significantly reducing the load on downstream equipment.
Working Principle: After the drilling fluid returns from the wellhead, it enters the screen box of the shale shaker through the guide pipe. The screen box generates high-frequency vibration (amplitude 5-8mm, frequency 1500-3000 times per minute) through the eccentric block driven by the motor, making the drilling fluid do throwing movement on the inclined screen. Large cuttings are thrown along the screen surface to the discharge port, while acceptable drilling fluid passes through the screen openings to the next stage.
Key Parameters: Common screen mesh sizes range from 10 to 32 mesh (corresponding to particle sizes 74-1680 μm). Typical onshore rig shakers have a processing capacity of 80-200 m³/h, while offshore rigs can reach 300 m³/h or more. Screen inclination is usually set between 15° and 25° to balance discharge efficiency and filtration accuracy.
Second-stage: Desander – Removing “Sand-sized” Solids
After the shale shaker, the drilling fluid still contains many sand-sized solids (20-74 μm, density ~2.65 g/cm³). The desander efficiently removes these sand-grade particles, protecting downstream equipment and stabilizing drilling fluid performance.
Working Principle: Based on centrifugal sedimentation. The sand pump feeds drilling fluid from the shale shaker into hydrocyclones at high pressure (0.2-0.3 MPa) and high velocity. Inside the hydrocyclone, the fluid spirals at high speed along the inner wall, generating strong centrifugal force (100-300 times gravity). Higher-density sand particles are thrown to the wall and exit through the underflow nozzle, while lower-density drilling fluid forms an inner upward spiral and exits through the overflow pipe to the next stage.
Key Parameters: Common hydrocyclone diameters are 150 mm and 200 mm, with separation cut point of 44-74 μm. Single hydrocyclone capacity is 20-50 m³/h. In practice, multiple hydrocyclones are connected in parallel (e.g., 6-8 units per set) to meet high flow rate drilling requirements.
Third-stage: Desilter – Removing “Clay-sized” Fine Particles
The desilter provides third-stage purification, primarily removing clay-grade solids above 15-44 μm. Depending on drilling fluid conditions, micro-hydrocyclones can be used to separate particles above 2-4 μm.
In field applications, desander and desilter are often integrated into mud cleaner – a combination of desander hydrocyclones, desilter hydrocyclones and bottom shaker. This integration efficiently removes sand and clay particles while recovering fluid from the underflow, achieving a balance between separation precision and economy. Desilter efficiency can exceed 85%.
Fourth/Fifth-stage: Decanter Centrifuge – “Ultrafine Particle Eliminator”
The decanter centrifuge is the finest-separation device in the solids control system, capable of separating sub-micron particles and colloids down to 2-5 μm. It is used to control solids content in non-weighted drilling fluids and to recover barite from weighted drilling fluids.
Working Principle: The decanter centrifuge rotates at high speed to generate thousands of times gravity acceleration. Utilizing centrifugal sedimentation, solids are thrown to the bowl wall and conveyed by the screw conveyor to the solids discharge port, while the clarified liquid overflows through weir ports, achieving fine separation.
Key Parameters: Recovery rate can exceed 92%, with significantly drier solids for easier environmental disposal. Modern centrifuges can run continuously for 24 hours, with maximum processing capacity up to 60 m³/h.
Vacuum Degasser – “Safety Guard” for Gas Removal
When drilling fluid becomes gas-cut, the vacuum degasser uses vacuum pump to create negative pressure inside the vacuum vessel. Drilling fluid enters under atmospheric pressure and undergoes gas-liquid separation. Separated gas is vented to the top of the derrick, while degassed fluid returns to the clean tank. Vacuum degasser efficiency exceeds 96%, with vacuum greater than -0.075 MPa, effectively stabilizing mud density and preventing blowout risks.
In addition to the five-stage purification units, a complete solids control system requires the following key auxiliary equipment:
Sand Pumps & Shear Pumps: Provide power to hydrocyclones and ensure continuous system operation.
Mud Agitators: Installed in each mud tank to prevent solids settling and maintain uniformity.
Jet Mixing Device: Uses venturi structure to create negative pressure for efficient mixing and injection of new mud, reducing mixing time by 30%.
Electrical Control System: Integrates intelligent monitoring modules with sensors providing real-time feedback on mud volume, circulating pressure and other key parameters, delivering accurate data support for drilling operations.
The drilling multi-stage purification mud recovery system operates in a closed loop: “well → purification → circulation”. Taking a typical oil & gas well as an example, after the mud carries cuttings from bottomhole to surface, it undergoes the following stages:
First station – Shale Shaker: Drilling fluid first enters the shale shaker, which removes coarse cuttings larger than 74 μm for coarse purification. The shaker removes over 80% of total solids, greatly reducing downstream load.
Second station – Vacuum Degasser: If gas-cut exists, the fluid enters the vacuum degasser, which uses negative pressure to remove harmful gases, restoring mud density and preventing blowout risk.
Third station – Desander: Fluid enters desander hydrocyclones to separate sand-sized solids (20-74 μm), protecting drill string and pumps from abrasion.
Fourth station – Desilter: After desanding, fluid enters the desilter to further remove clay-sized particles (15-44 μm). Some systems integrate desander and desilter into single mud cleaner to simplify the process.
Fifth station – Decanter Centrifuge: Finally, fluid enters the centrifuge for fine separation, removing ultrafine particles and colloids (2-5 μm), controlling mud density and viscosity, and recovering barite.
After the five-stage purification, the treated drilling fluid is pumped back to the mud pit or circulating tank, and then sent downhole again by the mud pump, forming a continuous circulation loop. The entire process achieves a complete purification cycle from coarse to fine filtration.

Graded Progressive Separation
The five-stage purification equipment processes particles from large to small size. Each device has a clear role, working together to form full-process treatment chain of “coarse – medium – fine – auxiliary polishing”. The separation precision covers the full particle size range from 100 μm down to 2 μm, ensuring drilling fluid properties always meet drilling process requirements.
Mud Recycling – Significant Cost Reduction & Efficiency Improvement
Through multi-stage purification and recovery, mud recycling rate can exceed 90%, greatly reducing consumption of bentonite and fresh water. The purified mud meets specifications for viscosity, density and sand content, reducing wear on bits, pumps and pipelines, and extending equipment service life. Field data shows that using solids control system reduces drilling fluid material consumption cost by about 60% and lowers sand content by approximately 4%.
Environmental Compliance – Green Construction
The multi-stage purification mud recovery system achieves the clean production goal of “no mud spillage, minimal discharge”. Through “mud non-landing” technology, separated drilling cuttings can be used for road base, saline-alkali soil improvement, sintered brick production, and other resource utilization. Recovered water can also be recycled. Per 10,000 meters of drilling, solid waste generation can be reduced by over 9%. The self-developed multi-stage shakers and desanders work together to achieve 90% mud recycling, avoiding pollution while saving costs.
Modular & Intelligent Design
Modern solids control systems generally adopt modular design for easy transportation, rapid assembly and relocation, suitable for both cramped urban sites and remote field locations. They are equipped with PLC intelligent control systems that monitor operating parameters in real time, provide fault warnings and automatic adjustment functions, significantly reducing manual labor intensity and long-term maintenance costs. Some systems also integrate remote monitoring, allowing real-time viewing of site data on mobile phones.
Flexible Adaptability – Strong Suitability for Various Conditions
The system can be flexibly configured according to drilling type: Water-based mud (WBM) system, Core equipment includes “shale shaker + centrifuge + filter press”, focusing on solids drying and water recovery. Oil-based mud (OBM) system, Equipped with cuttings dryer, disc-stack centrifuge, and solvent recovery unit to recover oil and achieve compliant cuttings disposal. For harsh areas such as high altitude or water-scarce regions, fully hydraulically driven centrifuges are available, operating stably without relying on the power grid.
System selection should first consider capacity matching – the system’s hourly mud processing capacity must match the drilling scale. Large drilling projects typically require systems with capacity above 500 m³/h, while medium to small projects can choose medium-scale equipment of 200-400 m³/h. Additionally, hydrocyclone size should be selected based on formation characteristics: complex formations (e.g., soft mudstone, gravelly sand) prefer small-diameter hydrocyclones for higher separation accuracy, while simple formations can use large-diameter hydrocyclones to reduce cost.
Shaker screens: Must be thoroughly cleaned after each operation to prevent residual solids from drying and clogging the mesh.
Desander & desilter cyclones: Inspect regularly for wear; replace worn parts promptly. When cyclones are idle for long periods, flush with clean water to prevent dry sand accumulation.
Centrifuge: Pay special attention to bearing lubrication. Vibration motors require grease replenishment every 1500-2500 hours.
Winter operation: Drain all water from pipelines to prevent freezing and damage.
The drilling multi-stage purification mud recovery system is a technological guarantee for efficient, safe and environmentally friendly drilling operations. From the coarse screening of the shale shaker to the fine separation of the centrifuge, the five-stage purification equipment each performs its role and works in synergy, forming a complete and efficient drilling fluid treatment closed loop. As green construction becomes an industry necessity, mud purification and resource utilization technologies will continue to evolve toward higher efficiency, lower energy consumption and greater intelligence, providing solid support for high-quality development of the drilling industry and ecological civilization construction.

TR Solids Control's drilling fluid recycling system achieves mud purification and high-efficiency recycling through the coordinated operation of shale shakers, desanders, desilters, centrifuges and degassers. Properly configuring the mud recovery system is a key technical path to reduce costs, increase efficiency and ensure green environmental protection in drilling engineering.

Address: No.2 Huochang Road, Yangling District,Xianyang City, Shaanxi Province, China
Tel: +86-18509252400
Wechat: 18509252400
Email: info@mudsolidscontrol.com
Contact: Mr.Li
 +86-18509252400
+86-18509252400