Contact Person: Mr.Li
Mobile: +86-18509252400
Wechat: 18509252400
Email: info@mudsolidscontrol.com
Address: No.2 Huochang Road, Yangling District,Xianyang City, Shaanxi Province, China
In the oilfield drilling industry, drilling fluid (also known as drilling mud) is hailed as the "blood" of drilling engineering,performing multiple crucial functions such as carrying rock debris, balancing formation pressure, cooling the drill bit, and stabilizing the well wall.However, traditional drilling operations often face problems such as large mud consumption, high waste disposal costs, and environmental pollution. With the continuous upgrading of global oil drilling technology and increasingly stringent environmental protection requirements, an efficient oilfield drilling mud recycling system has become the focus of modern oil drilling.

The Efficient Mud Recycling System can effectively remove harmful solid particles from the drilling fluid through multiple stages of solid-liquid separation and mud purification treatment. The purified mud can then be returned to the drilling circulation system, enabling the reuse of the drilling fluid. According to statistics, the closed-loop drilling fluid recycling system can reduce the cost of single-well drilling fluid by up to 50%.
TR Solids Control, as a professional manufacturer of solid control equipment, has independently developed mud recycling system that employs multi-level solid-liquid separation technology. Through the combination of multiple solid control devices, it gradually removes the solid particles in the drilling fluid, achieving efficient purification and recycling of mud.
Multi-Stage Treatment Process of Mud Recycling System
Shale Shaker
The shaker is the first line of defense in the solids control system,used to remove larger drill cuttings particles from the drilling fluid. TR Solids Control's TRZS series shale shakers adopts linear or balanced elliptical motion trajectory design, with the maximum vibration intensity reaching up to 7.5G. The processing capacity is 120–500 m³/h, and screen mesh size ranges from API 20 to 325 mesh. It can efficiently remove large-sized solid phase particles, protecting downstream equipment from the impact of large particles.
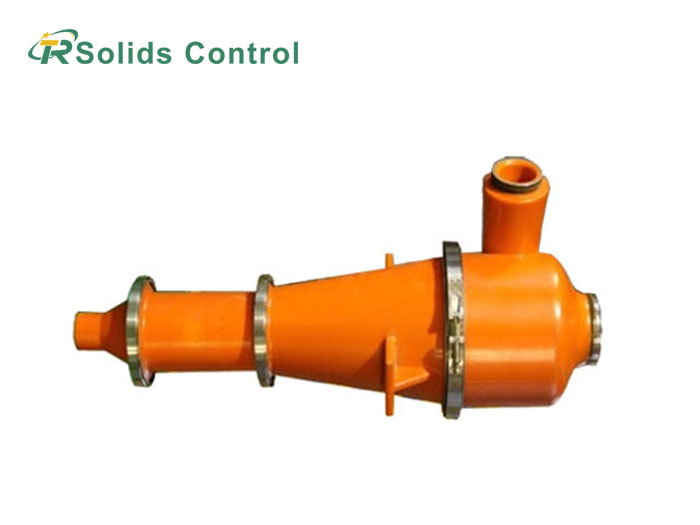
Desander and Desilter
After the initial separation by the shaker, the drilling fluid enters the desander and deslimer stages.The desander adopts 6~12" cyclone conical cylinder design, with separation accuracy of 44-74 μm and the processing capacity of 150-300 m³/h. The deslider is designed with 2~5" cone, with separation accuracy of 15-44μm and the processing capacity of 50-150m ³/h. TR Solids Control also provides the Mud Cleaner, which integrates 3 desander hydrocyclones and 16 deslimer hydrocyclones, and can adapt to the changes in solid content in different strata.
Decanter Centrifuge
As a fine processing part of the solid control system, the decanter centrifuge is used to remove small solid particles of 2-7 μm from the drilling fluid. TR Solids Control offers two series: medium-speed and high-speed. The TRLW355-450 medium-speed centrifuge has the rotational speed of 1800-2500 r/min, the processing capacity of 40-60 m³/h, and solid recovery rate of up to 95%. TRLW600 high-speed centrifuge speed 3000-5000r /min, separation accuracy 2-7μm, equipped with full hydraulic differential adjustment system, can automatically adapt to the change of mud viscosity.
Auxiliary Equipment
The system is also equipped with vacuum degasser (for removing over 95% of free gas and some dissolved gas from the mud), mud mixer (maintaining solid phase suspension rate of over 98%), and jet mixing device (with mixing efficiency that is three times higher than traditional stirring), ensuring the efficient and stable operation of the system.
Stringent Environmental Regulations Drive Demand for Mud Recycling
Globally, increasingly stringent environmental protection regulations are changing the operating model of the oil field drilling industry. Most drilling workers are being required to increase the dryness of the drilling fluid, and improve ventilation and combustion control measures.
This trend is driving the transformation of drilling waste treatment technology from the traditional "end-of-pipe disposal" to "source reduction" and "resource utilization". Advanced treatment technologies such as thermal desorption, bioremediation, and solid control systems are increasingly being applied at drilling sites.
Closed-Loop Mud Recycling: A Practical Path to Zero Discharge
The Closed-loop Drilling Fluid Recycling System integrates advanced mechanical separation, chemical conditioning and real-time monitoring technologies to restore the waste drilling fluid to the performance indicators that meet the requirements for reuse, thereby achieving the recycling of drilling fluid and minimizing waste.
TR Solids Control's Mud Non-landing System is a successful practice of this concept. Through the combination of mud buffer tanks, screw conveyors, cuttings dryers, high-speed variable frequency centrifuges, mud agitators and other equipment, the system realizes the full-process closed treatment of oil-based drilling fluid.
Take the oil-based drill cuttings treatment system provided by TR Solids Control for the Malaysian oilfield as an example. The treatment process is as follows: The oil-based drilling fluid from the wellbore reflow first passes through shale shaker to remove particles larger than 5 millimeters, and then is sealed transported by screw conveyor to the rock cuttings dewatering machine. The high-speed centrifugal force is utilized to reduce the liquid content of the rock cuttings to 30%; the separated liquid phase is then further finely separated by decanter centrifuge, and finally the oil recovery rate is ≥ 95%, and the oil content of the solid phase after treatment is reduced to ≤ 4%. The entire system is linked by modular equipment and controlled intelligently, completely eliminating the risk of leakage from the mud pit, and achieving the green drilling goal of "zero emissions, no pollution, and resource utilization".
Founded in 2010 and located in Xi'an, China, TR Solids Control is a professional manufacturer focusing on the R&D, production and sales of solids control equipment and mud recycling systems. The efficient mud recycling system developed by the company aims to solve the pain points of traditional mud use, and its core advantages lie in high recovery efficiency, energy saving, environmental protection and stable operation.
According to the well depth, mud characteristics, site conditions and environmental protection requirements of different customers, TR Solids Control provides personalized system design and configuration solutions to meet the diverse needs of different oilfield formations, drilling depths and drilling processes. The company has obtained ISO 9001 quality management system certification and API certification, and has established a complete quality control system from raw material procurement, production processing to product delivery.

Address: No.2 Huochang Road, Yangling District,Xianyang City, Shaanxi Province, China
Tel: +86-18509252400
Wechat: 18509252400
Email: info@mudsolidscontrol.com
Contact: Mr.Li
 +86-18509252400
+86-18509252400