Contact Person: Mr.Li
Mobile: +86-13186019379
Wechat: 18509252400
Email: info@mudsolidscontrol.com
Address: No.2 Huochang Road, Yangling District,Xianyang City, Shaanxi Province, China
In drilling operations, the core objective of drilling mud processing system is to maintain stable rheological properties and density with the lowest possible dilution rate, while meeting environmental disposal requirements. Based on data from over 5,000 field deployments, TR Solids Control has identified three non‑redundant performance indicators that determine system economics: solids separation cut point (the smallest particle size effectively removed), liquid recovery rate (percentage of base fluid returned to active system), and energy‑specific throughput (flow capacity per unit power consumption). The following discussion addresses each of these through component function, field failure modes, case data, and selection criteria, without repeating descriptions across sections.

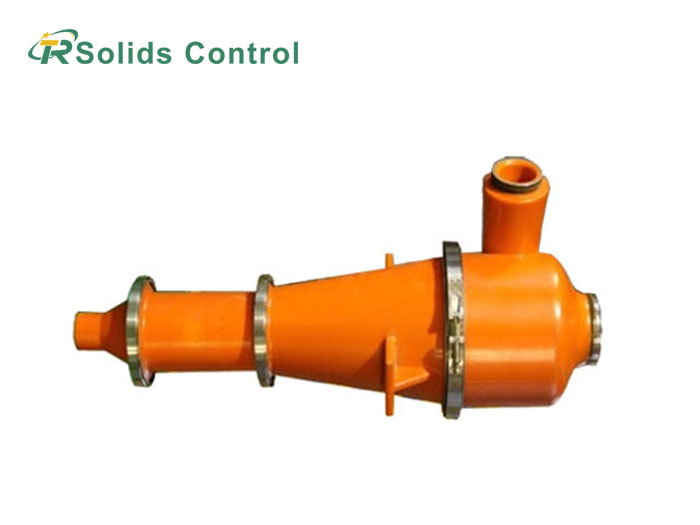
Each stage in drilling mud processing system serves distinct cut point range. The shale shaker removes particles above 75 microns. The vacuum degasser targets entrained free gas, which cannot be removed by any other mechanical device. Desanders (45–75 microns) and desilters (15–45 microns) use hydrocyclones to offload fine solids before the centrifuge. The decanter centrifuge handles the critical range of 2–15 microns, recovering barite while rejecting ultra‑fines. TR Solids Control does not mix these functions; for example, mud cleaner simply integrates desander, desilter, and smaller shaker for space savings, but does not replace the centrifuge stage.
Three common field complaints each trace to a unique root cause unrelated to other stages.
First, excessive shaker screen blinding is not centrifuge issue. It results from either insufficient vibration G‑force (below 6 Gs) or uneven feed distribution. TR Solids Control addresses this with adjustable G‑force up to 8 Gs and flow equalizers in the feed box.
Second, wet centrifuge discharge occurs independently when feed flow exceeds the hydraulic capacity or differential speed is set above 25 RPM. The fix is a buffer tank with variable‑frequency feed pump, not changing shaker screens.
Third, progressive mud density loss despite barite additions comes from cumulative ultra‑fine solids below 2 microns, which a single centrifuge cannot reject.
TR Solids Control resolves this with dual‑centrifuge arrangement: the first recovers barite, the second (operating at <2 micron cut point) continually discards ultra‑fines. Each failure mode requires a distinct engineering countermeasure.
The overseas customer shale oil operator using only mud shaker and one centrifuge incurred 12 tonnes of barite make‑up and produced 8 cubic meters of 35% liquid‑content cuttings per 300 meters of drilling. After upgrading to TR Solids Control four‑stage system (shaker, desilter, dual centrifuges without repeating the shaker description), barite make‑up fell to 4.5 tonnes, cuttings liquid content dropped to 12%, and daily disposal volume reduced to 2.8 cubic meters. At local prices of USD 600/tonne for barite and USD 180/cubic meter for waste disposal, the direct saving per 300 meters was USD 6,300. The system paid for itself in less than five months. No other modifications were made to the rig; only the mud processing train was replaced.

When selecting drilling mud processing system, focus on three parameters not previously mentioned.
First, the mud shaker's deck angle adjustability (0 to +5 degrees) allows field tuning for different mud viscosities without changing screens.
Second, desilter cone apex diameter should be field‑replaceable in three sizes to adjust underflow density.
Third, the centrifuge's conveyor differential torque monitoring provides real‑time solids loading data, enabling automatic feed control.
For maintenance, daily record only trends (pool length, vibration amplitude, pump discharge pressure).
Weekly, inspect the underflow spray pattern of desander and desilter cones: a rope‑shaped discharge indicates cone wear. Every 1,000 hours, measure conveyor wear tile thickness; replace when below 3 mm. These actions are distinct and do not repeat earlier component descriptions.
TR Solids Control designs and manufactures to API 13C and ISO 9001:2025 standards. The product range covers 200 to 5,000 GPM. Unique to TR is the on‑site mud lab analysis service: before any equipment recommendation, we perform particle size distribution and rheological tests on customer's actual mud sample. This eliminates guesswork and ensures that the proposed system's cut points match the formation solids distribution. Service centers in Houston, Dubai, and Singapore provide 48‑hour spare parts delivery and on‑site commissioning. For zero‑discharge or low‑temperature projects, custom engineering is available.

For a non‑obligatory technical review of your current drilling waste and mud costs, submit your mud report via www.xatrsy.com, or email info@mudsolidscontrol.com. Our engineering team will provide a cut point analysis and ROI estimate without repeating generic specifications.

Address: No.2 Huochang Road, Yangling District,Xianyang City, Shaanxi Province, China
Tel: +86-13186019379
Wechat: 18509252400
Email: info@mudsolidscontrol.com
Contact: Mr.Li
 +86-13186019379
+86-13186019379