Contact Person: Mr.Li
Mobile: +86-18509252400
Wechat: 18509252400
Email: info@mudsolidscontrol.com
Address: No.2 Huochang Road, Yangling District,Xianyang City, Shaanxi Province, China
New drilling fluid solids control system configuration, customers often ask this question: high-speed decanter centrifuge, mud shale shaker, do you need both?

The confusion is understandable. Both pieces of equipment are part of the solids removal circuit, both sit in the surface mud system, and if you're putting together CAPEX budget for the first time, it's not obvious why you'd need two machines to do what sounds like one job.
TR Solids Control tells you: They don't do the same job, and even differ greatly. In most important drilling projects, you will need to use both units in a sequential manner as part of a phased solid control system.
As drilling fluid (or mud) ascends the annulus from the wellbore, it carries a mixture of materials, including drill cuttings, cavings, sand, and fine particles from the formation. The mud shale shaker is the first line of defense in processing this unfiltered return stream before any other element in the surface system comes into play.
It operates on a simple mechanical principle: a shaker bottom plate equipped with an API grade braided wire mesh plate. When the return sand moves on the screen surface, its elliptical or linear vibration motion conveys the drill cuttings towards the discharge outlet. The larger solids are discharged as drilling waste, while the drilling fluid passes through the mesh into the overflow tank below and settles into the active pit below.

API RP 13C specifies the classification criteria for shaker screens. In practice, linear-motion shaker equipped with D100 or finer screens is capable of handling low-gravity solids down to approximately 74 microns, which corresponds to an API 200 mesh rating.
However, it cannot capture are the colloidal components - namely, ultrafine LGS, clay formed by dispersion and fine-grained barite in the weighted system. These materials will pass directly through the screen with the base solution. Relying solely on the shaker as the primary solids removal method can quickly escalate operational challenges.

Rotary drilling (all formations, all mud weights)
HDD (horizontal directional drilling) mud recycling circuits
TBM (tunnel boring machine) slurry separation plants
Geothermal and water well drilling
Screen panel life varies considerably depending on ROP, formation abrasiveness, mud weight, and flow rate. Factor screen replacement into your drilling AFE as a recurring consumable cost, not a capital item.
Decanter centrifuges use a different separation principle without the use of shaker screen. When the drilling fluid is fed into a rotating stainless steel bowl, the usual speed is between 1800 and 3200 RPM. The resulting centrifugal force, which ranges from 500 to 2000G depending on the diameter and speed of the bowl, pushes the fine solid outward and deposits it on the bowl walls. The internal spiral conveyor operates at a different speed from the bowl and continuously transports the settled solid cake to the solid outlet, while the clarified liquid is discharged through the overflow weir at the other end.

Centrifuges are capable of handling materials that primary shakers, hydrocyclone desanders, and desilter cannot: ultra-fine LGS and colloidal solids in the particle size range of 2 to 74 microns.
This separation range is important because it contains fine-grained barite. In weighting drilling fluid systems - whether water-based mud (WBM) or oil-based mud (OBM) - barite is the main weighting material and is expensive. When the centrifuge operates in barite recovery mode (low-speed operation), fine-grained barite can be separated from ultrafine LGS, allowing the recoverable barite to be returned to the main circulation system. In long-term drilling operations, this recovery effect can significantly reduce fluid costs.
Weighted mud systems, including both water-based (WBM) and non-aqueous/oil-based (NAF/OBM) fluids, to reduce costs through barite recovery.
NAF (non-aqueous fluid) systems, essential for recovering base oil from the liquid central portion
Deep Wells or high-pressure and high-temperature Wells that require strict control of plastic viscosity (PV) and yield point (YP)
Broken cuttings reinjection (CRI) feed preparation and emulsification loop
Wells operating in zero-emission or OSPAR waste management compliant projects
Any well where the methylene blue test (MBT) value rises due to fine particulate matter load
A shale shaker cannot be replaced by a centrifuge. The shaker needs to handle all annular return fluid, including peak flows, high cuttings loads, and untreated fluid directly from the flow cell. No decanter centrifuge is capable of this feeding condition. You'd blind the scroll and cavitate the feed pump within minutes.
Conversely, mud shale shakers cannot replace centrifuges either. Screens have limitations in physical filtration accuracy -- no braided wire screen can reliably capture solid particles smaller than approximately 74 microns in size at drilling rates. No matter how the API cut point of the screen is set, the colloidal low specific gravity solid phase (LGS) will penetrate the screen. If a heavy-load non-water-based drilling fluid (NAF) system is used but the centrifuge treatment is bypassed, these ultrafine particles can accumulate in the circulation system, resulting in a gradual increase in drilling fluid density (MW) and plastic viscosity (PV). In deep Wells, the resulting increase in equivalent circulating density (ECD) can compress the safe operating window between pore pressure and rupture gradient, increasing the risk of well leakage and driving up dilution costs.
These devices are designed to form a hierarchical process-each stage is responsible for capturing particles in a range of sizes that the previous stage cannot capture.
A complete set of ground solid control system handles the return liquid in a coarse-to-fine graded manner:
Annular returns (flowline)
↓
First Stage Shale Shaker → LGS removal > 74 microns (API 200 equivalent)
↓
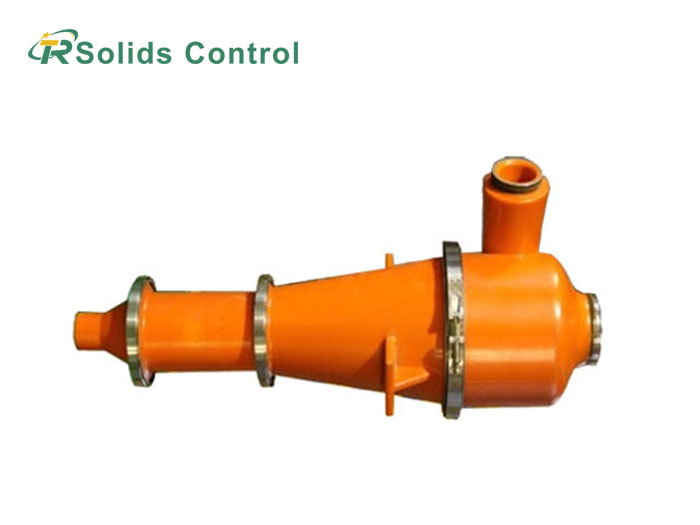
Hydrocyclone Desander → LGS removal > 44 microns (10" or 12" cone banks)
↓
Hydrocyclone Desilter → LGS removal > 15 microns (4" cone banks)
↓
Decanter Centrifuge → Fine LGS / barite cut 2–74 microns
↓
Conditioned fluid returned to active pit

Not all well procedures will cover all four processing stages. For shallow Wells with unweighted water-based mud (WBM), a shaker and hydrocyclone are usually sufficient; However, once a weighted mud or non-water based mud (NAF) system is used in deep well operations, the centrifuge stage at the end of the process is indispensable, it is the only way to control the fine solids content without continuously diluting the total amount of active mud system.
| Equipment | Price Range (USD) |
| Primary shale shaker (linear motion, dual motor) | 8,000-35,000 |
| Hydrocyclone desander (10-inch / 12-inch cyclone) | 3,000-12,000 |
| Hydrocyclone desilter (4-inch cyclone) | 4,000-15,000 |
| High speed decanter centrifuge | 25,000-120,000 + |
In the whole solid control system, the single centrifuge cost is the highest. For use with no increase of water-base mud (WBM) shallow Wells homework, in the authorized spending (AFE) is often difficult to demonstrate its economic rationality. On a barite-weighted NAF system drilling 4,000+ meters TD, barite recovery from the centrate circuit alone typically recovers the capital cost within a few weeks of operation.
Prices vary depending on drum size, handling capacity, drum material (duplex stainless steel and standard) and API/ATEX certification. For a project-specific quote, please contact us.
| Well Type/ Fluid Type | Main Shale Shaker | Decanter Centrifuge |
| Shallow well, without weighting water-based mud (WBM) | Required | Usually not necessary |
| HDD / TBM mud circulation system | Required | Optional |
| Deep well, without weighting water-based mud (WBM) | Required | Recommended |
| Gypsum weighting water-based mud (WBM) | Required | Required |
| Non-aqueous-based mud (NAF) / Oil-based mud (OBM) system | Required | Required |
| Offshore operations / OSPAR zero discharge requirements | Required | Required |
Each well requires a main shale shaker. Whether decanter centrifuge is needed depends on your drilling fluid system, the depth of completion (TD), discharge regulations, and your tolerance for fine solid content (the solid load you can withstand before the plastic viscosity PV and dynamic shear force MW deviate from the drilling fluid design indicators).
If you are using a weighted drilling fluid system or non-water-based drilling fluid (NAF) system, do not submit a well design without centrifuge.
TR Solids Control has over 15 years of experience in the manufacturing and commissioning of solids control systems. If you are planning a system and wish to obtain objective and direct advice based on a specific wellbore design - rather than blindly assembling hardware for the sake of selling equipment, please contact us. We will assist you in optimizing your drilling fluid treatment plan.
👉 High-speed Decanter Centrifuge
👉 Complete Solid Control System
Related reading:

Address: No.2 Huochang Road, Yangling District,Xianyang City, Shaanxi Province, China
Tel: +86-18509252400
Wechat: 18509252400
Email: info@mudsolidscontrol.com
Contact: Mr.Li
 +86-18509252400
+86-18509252400