Contact Person: Mr.Li
Mobile: +86-18509252400
Wechat: 18509252400
Email: info@mudsolidscontrol.com
Address: No.2 Huochang Road, Yangling District,Xianyang City, Shaanxi Province, China
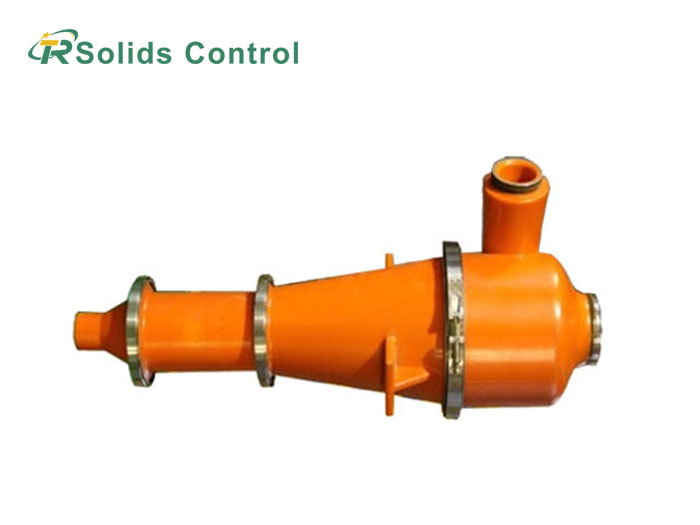
The core purpose of the sludge vacuum pump is to efficiently transport high-viscosity, high-water content sludge and solid-liquid mixtures. It is widely used in municipal, industrial, environmental protection and other fields to solve the problems of easy clogging and low efficiency of traditional conveying equipment.

Common problems with sludge vacuum pumps are concentrated in four categories: suction, operating stability, sealing, and wear. Most of them can be solved through daily inspections and simple maintenance. The following are common problems and solutions for sludge vacuum pumps summarized by Tianrui Solids Control.
1. Decreased or No Suction
Sludge vacuum pumps often experience performance degradation due to insufficient vacuum, including oil contamination or insufficient oil flow, or air leaks. This is the most common problem, primarily related to inlet blockage, seal failure, or insufficient vacuum.
- Cause 1: Clogged suction filter. Fibers and impurities in the sludge can clog the filter, reducing air intake.
- Solution: Remove the filter after powering off and flush it with high-pressure water or replace the filter screen. Weekly inspection is recommended.
- Cause 2: Deterioration of seals. Worn seals and gaskets at the connection between the pump body and the pipe can cause air leakage and reduce vacuum levels.
- Solution: Inspect the seal. If cracks or deformation are detected, replace the seal with a similar model. Ensure a tight fit during installation.
- Cause 3: Insufficient or deteriorating vacuum pump oil (for oil-based vacuum pumps). A low oil level or emulsified oil can affect vacuum development.
- Solution: Fill the vacuum pump with dedicated oil to the mark. If the oil is cloudy, replace the oil completely. We recommend changing the oil every three months.
2. Excessive noise or vibration during operation.
This is often caused by loose components, imbalance, or insufficient lubrication. Long-term neglect can lead to increased wear and tear on the equipment.
- Cause 1: The pump body or pipe fastenings are loose. Long-term vibration can loosen anchor bolts and pipe flange bolts, causing resonance noise.
- Solution: After shutting down the machine, tighten all connecting bolts with a wrench, paying particular attention to the secure mounting brackets for the suction and discharge pipes.
- Cause 2: The rotor or impeller is unbalanced (for pumps with a rotor structure). Hard particles in the sludge (such as sand and gravel) may impact the rotor, causing the center of gravity to shift.
- Solution: Remove the pump cover and inspect the rotor. If deformed or worn, replace it. When reinstalling, ensure the rotor is concentric with the pump body.
- Cause 3: Poor bearing lubrication. Bearings lacking oil or grease drying up can cause friction and noise.
- Solution: Remove the bearing cover, clean out any old grease, and refill with high-temperature-resistant lithium-based grease. Perform maintenance every six months.

3. The pump body is overheating.
Normal operating temperature typically does not exceed 80°C. Overheating is often caused by overloading, poor heat dissipation, or internal blockage.
- Cause 1: The pump head is too high or the flow rate is too high, causing the motor to overload. The actual operating conditions exceed the pump's rated parameters, causing the motor current to exceed the specified value and causing overheating.
- Solution: Verify the pump's rated head and the actual pumping distance. If the pump is out of range, replace it with a higher-head model or reduce the pumping distance.
- Cause 2: The cooling fan is damaged or the cooling vents are clogged. Broken fan blades or dust covering the cooling vents can prevent heat from being dissipated.
- Solution: Check that the fan is rotating properly, clean any dust from the heat dissipation holes, and ensure at least 30cm of free space around the unit for heat dissipation.
- Cause 3: Pump components are stuck. Impurities from the sludge have entered the pump cavity, jamming the rotor or blades and causing mechanical friction and heat generation.
- Solution: After shutting down the pump, disassemble the pump, clean any impurities inside, inspect components for wear, and replace damaged parts if necessary.
4. Discharge is not smooth or is blocked.
This is mainly caused by excessive sludge concentration, improper discharge port design, or inappropriate equipment selection.
Cause 1: The sludge moisture content is too low (less than 80%). Excessive sludge concentration can impair sludge flowability and lead to accumulation and blockage at the discharge port.
Solution: Add water to dilute the sludge or use a vacuum pump designed for high-concentration sludge (such as a screw type).
- Cause 2: The discharge pipe is too small or has too many elbows. A narrow pipe with too many bends increases sludge flow resistance and can lead to blockage.
- Solution: Replace the pipe with a larger diameter (recommended to be 10%-20% larger than the suction port diameter), reduce the number of 90° elbows, and minimize the use of straight pipes.

The sludge vacuum pump can achieve high-efficiency conveying effect, without the need for auxiliary loading, with fast conveying speed, stable flow, and can transport over long distances, greatly solving the treatment of industrial sludge, drill cuttings and other materials. Tianrui Solids Control can be customized according to customer needs. Specific consultation:029-86332919.

Address: No.2 Huochang Road, Yangling District,Xianyang City, Shaanxi Province, China
Tel: +86-18509252400
Wechat: 18509252400
Email: info@mudsolidscontrol.com
Contact: Mr.Li
 +86-18509252400
+86-18509252400