Contact Person: Mr.Li
Mobile: +86-18509252400
Wechat: 18509252400
Email: info@mudsolidscontrol.com
Address: No.2 Huochang Road, Yangling District,Xianyang City, Shaanxi Province, China
Drilling fluid purification equipment is core component in oil drilling operations, controlling solid content and maintaining stable mud properties. It primarily utilizes multi-stage physical separation technology to achieve refined treatment of drilling fluids. It is key piece of equipment used to remove solid particles and gases from drilling fluids.

Drilling fluid purification equipment achieves purification through multi-stage treatment process, listed in order of increasing purification precision:
Screening: Shale shakers separate large solid particles;
Degassing: The degassing device removes intruding gases;
Desander: Desander separate medium-sized solid phases;
Desilter: Desilter devices separate fine solid phases;
Centrifugation: Centrifuges separate microparticles from colloids.

1. Drilling Fluid Shale Shaker
As primary solids control device, it separates large drill cuttings larger than 74 micrometers through high-frequency vibration and multi-layer screens. TR shale shakers employ combined linear and elliptical motion trajectory design, enabling stepless adjustment of G-value from 0.5 to 6.5, with processing capacity of 200-500 m³/h. For example, its TRZS series is equipped with three-layer polyurethane composite screen (API 20-325 mesh), extending the screen life by three times compared to traditional metal screens, making it particularly suitable for high-viscosity mud treatment in shale gas horizontal wells.
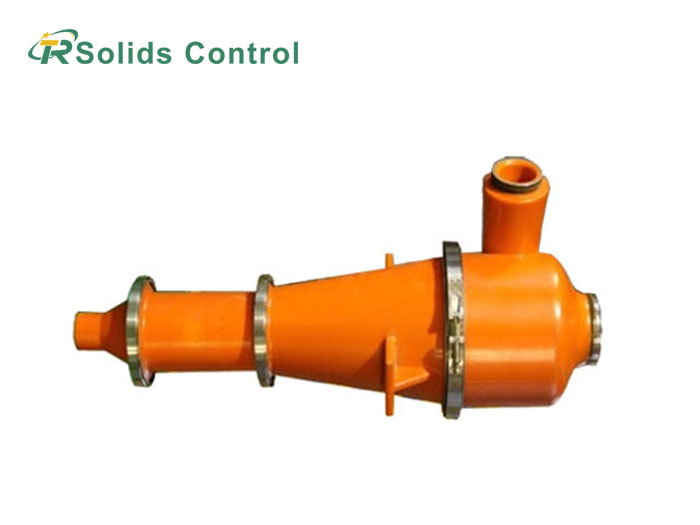
2. Hydrocyclone Assembly
Hydrocyclone assembly includes desander (6-12 inch cone) and desilter (2-5 inch cone), which use centrifugal force to separate sand particles of 44-74 micrometers and mud particles of 15-44 micrometers.

Desander: It adopts 6-12 inch cone, with processing capacity of 150-300 m³/h, separation accuracy of 44-74 μm, and silicon carbide composite material lining with service life of over 2000 hours.

Desilter: 2-5 inch cone design, processing capacity 50-150 m³/h, separation accuracy 15-44 μm, can be integrated into mud cleaner to achieve barite recovery.
New high-efficiency hydrocyclone: The three-overflow tube structure eliminates the internal air column, improving the processing efficiency by 20% and the separation accuracy up to 15μm, making it suitable for high-density weighted mud.
3. Mud Cleaner
By combining desilter with an ultra-fine shale shaker and pre-separating the material using hydrocyclone, the TRCQ series can recover over 90% of barite, keeping mud density fluctuations within ±0.02 g/cm³. Its unique hydrocyclone underflow distributor design prevents clogging of the fine screen, reducing barite loss costs by 40% in deep well operations.

TR Solids Control's integrated sand and mud removal machine combines 3 sand removal hydrocyclones and 16 mud removal hydrocyclones, which can adapt to changes in solid content in different formations.
4. Horizontal Centrifuge
Centrifuges, as four-stage fine processing device, separate colloidal particles of 2-7 microns through high-speed rotation at 3000-5000 rpm.

Medium-speed centrifuge (TRLW355-450 series): speed 1800-2500r/min, throughput 40-60m³/h, used for barite recovery, solid phase recovery rate up to 95%, the drum is made of 2205 double-sided stainless steel centrifugal casting, extending service life by 50%.
High-speed centrifuge (TRLW600 series): speed 3000-5000r/min, separation accuracy 2-7μm, equipped with fully hydraulic differential speed adjustment system, which can automatically adapt to changes in slurry viscosity.
5. Vacuum Degasser

Vacuum degasser: Vacuum pump creates a negative pressure of -0.04 to -0.08 MPa inside tank, which can remove more than 95% of free gas and some dissolved gas from mud. It is suitable for complex wells containing harmful gases such as hydrogen sulfide.
Centrifugal Degasser: compact structure (processing capacity 3m³/min), suitable for rapid processing of gas-infiltrated slurry, but less effective at treating dissolved gas.
TRZCQ series vacuum degasser has processing capacity of 240-360 m³/h and vacuum degree of -0.04 to -0.08 MPa. It can remove more than 95% of free gas and some dissolved gas from mud. Equipped with an intelligent gas-liquid separator, it can prevent liquid backflow from damaging vacuum pump. Its explosion-proof control cabinet complies with ATEX standards and is suitable for complex wells containing harmful gases such as hydrogen sulfide.

1. Stirring and Mixing System
Mud mixer: Direct drive design without coupling, power 5.5-37kW, equipped with frequency conversion control system, which can keep the solid phase suspension rate of mud above 98% and prevent sedimentation and agglomeration.
Jet mixing device: Utilizes the Venturi effect to achieve rapid mixing of bentonite and barite, with mixing efficiency 3 times higher than traditional mixing, and can increase the slurry density from 1.0 g/cm³ to 1.6 g/cm³ within 10 minutes.
2. Mud Tanks and Conveying Equipment

Modular mud tank: Volume 50-300m³, adopts conical bottom structure and edge stirring system to reduce dead sand corners, and the optimized design of the internal flow channel reduces mud circulation resistance by 15%.

Sand Pumps and Screw Pumps: The TRSB series sand pumps use high-chromium cast iron impellers, with head of 36m, flow rate of 200m³/h, and service life of up to 800 hours; screw pumps are used for conveying high-viscosity slurry, with pressure pulsation of less than 5%.
1. Deep well / Ultra-deep well
By employing combination of shale shaker, mud cleaner, and high-speed centrifuge, Tianrui equipment can ensure barite recovery rate of >95% in weighted mud and maintain stable density of 1.2-1.6 g/cm³. For example, in an ultra-deep well at depth of 7000 meters in the Sichuan-Chongqing region, its TRLW450 centrifuge controls the sand content of mud to within 0.3%, extending drill bit life by 29%.
2. Shale gas horizontal wells
Equipped with high-capacity (over 300 m³/h) shale shaker and vacuum degasser, the Tianrui system can cope with the risk of gas intrusion into high-pressure oil and gas layers. In North American shale gas projects, its TRZS500 shale shaker achieved screen life of 120 hours when processing mud with sand content of 15%, far exceeding the industry average.
3. Environmentally sensitive areas
When used in conjunction with centrifugal dewatering machine, the non-landing mud system of Tianrui equipment can reduce the oil content of rock cuttings to less than 2%, meeting the requirements for direct landfill or brick making. In the ecological protection zone of Qinghai Oilfield, its TRMLS system reduces mud treatment costs by 30% while achieving zero emissions.
API 13C Certification: All of TR Solid Control's products have passed the American Petroleum Institute certification, and key components such as centrifuge differentials and shale shaker motors comply with API specifications.
ISO 9001 Quality Management System: Implements full-process quality control from raw material procurement to finished product delivery to ensure equipment reliability.
Patented technologies: It has 12 national patents, including composite shale shaker motion trajectory control and hydrocyclone overflow optimization design.
With its synergistic optimization, intelligent control, and environmental protection technology innovation across its entire range of equipment, TR Solids Control has become the preferred brand for oil and gas fields and trenchless engineering projects both domestically and internationally. Its equipment excels in improving drilling efficiency, reducing costs, and protecting the environment.

Address: No.2 Huochang Road, Yangling District,Xianyang City, Shaanxi Province, China
Tel: +86-18509252400
Wechat: 18509252400
Email: info@mudsolidscontrol.com
Contact: Mr.Li
 +86-18509252400
+86-18509252400