Contact Person: Mr.Li
Mobile: +86-13186019379
Wechat: 18509252400
Email: info@mudsolidscontrol.com
Address: No.2 Hu·ochang Rood, Yangling District, Xianyang City, Shaanxi Province, China
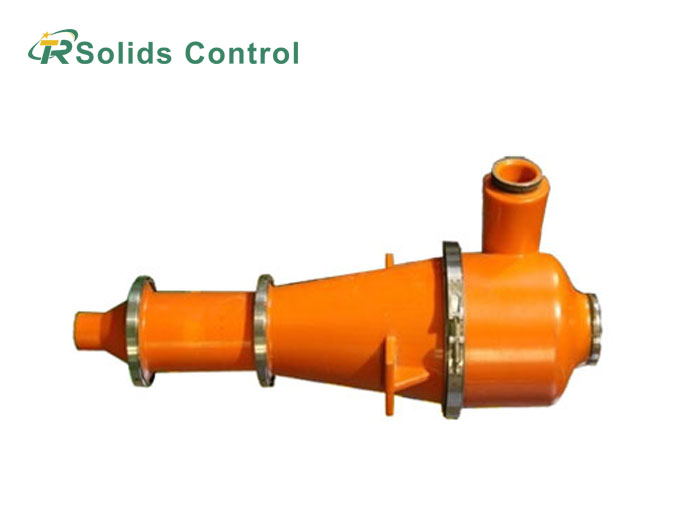
Mud vacuum pumps are specialized mechanical devices designed for the efficient suction, transportation, and discharge of high-viscosity, solid-laden fluids (commonly referred to as "mud") in industrial and engineering applications. Unlike standard vacuum pumps, they feature reinforced structures and optimized fluid channels to handle abrasive particles, corrosive components, and thick slurries—challenges that would damage conventional pumping systems.

A mud vacuum pump operates by creating a vacuum to extract and transport slurry (a mixture of liquids and solids, such as drilling mud). Its core mechanism involves:
Vacuum Generation: The pump reduces pressure inside a chamber, enabling atmospheric pressure to push slurry into the system.
Gas-Liquid Separation: In some designs, a separator removes air/gas from the slurry before discharge.
Continuous Flow: The pump maintains suction and discharge cycles to ensure steady slurry movement.
Key parameters affecting performance include vacuum pressure, flow rate, and solids-handling capacity.
To withstand the harsh conditions of mud handling, these pumps integrate specialized components:
Abrasion-resistant materials: Pump casings, impellers, and suction/discharge ports are typically made of high-chromium cast iron, polyurethane, or rubber-lined steel to resist wear from solid particles.
Sealing systems: Double mechanical seals or packing seals with lubrication channels prevent mud leakage and protect the pump’s internal bearings from contamination.
Motor & drive: Equipped with high-torque electric motors (10–200 kW) or diesel engines (for off-grid use), paired with variable frequency drives (VFDs) to adjust flow rates (50–1,500 m³/h) based on application needs.
Anti-clogging design: Smooth internal flow paths, oversized suction inlets, and optional agitators minimize the risk of solid particle accumulation and blockages.
Primary pump in solid control systems for drilling mud management.
Removes cuttings and maintains fluid properties to prevent downhole issues.
Transports ore slurries, tailings, or backfill materials.
Used inhorizontal directional drilling (HDD) for mud recycling.
Environmental Engineering:
Dredging projects (river/lake sediment removal).
Industrial wastewater treatment (sludge dewatering).
Construction & Geotechnical:
Soil stabilization, tunnel boring, and pile driving slurry systems.

Mud vacuum pumps are indispensable in industries requiring efficient slurry management. Their ability to handle abrasive, high-solids mixtures underpins operations in drilling, mining, and environmental sectors. Advances in materials (e.g., wear-resistant alloys) and designs (e.g., energy-efficient motors) continue to expand their applications.
When selecting a model, consider factors such as mud viscosity, solid particle size, and required flow rate to ensure optimal compatibility with your application.

Address: No.2 Hu·ochang Rood, Yangling District, Xianyang City, Shaanxi Province, China
Tel: +86-13186019379
Wechat: 18509252400
Email: info@mudsolidscontrol.com
Contact: Mr.Li
 +86-13186019379
+86-13186019379