Contact Person: Mr.Li
Mobile: +86-13186019379
Wechat: 18509252400
Email: info@mudsolidscontrol.com
Address: No.2 Hu·ochang Rood, Yangling District, Xianyang City, Shaanxi Province, China
Shale shakers are key equipment in drilling fluid circulation systems. Their core function is to achieve preliminary separation of solid particles and liquid phase in drilling fluid through high-frequency vibration, and they are used in various drilling operation scenarios.

The function of a shale shaker revolves around "solid-liquid separation," which can be specifically divided into two aspects:
Separating rock cuttings: High-frequency vibration separates large rock cuttings (typically larger than 74μm in diameter) from the drilling fluid, preventing them from circulating back into the well and affecting drilling efficiency.
Purifying drilling fluid: The separated drilling fluid (commonly known as "mud") can be reintroduced into the circulation system, reducing the amount of new drilling fluid needed, lowering drilling costs, and protecting subsequent solids control equipment (such as desanders and desilters) from wear.
The shale shaker generates periodic vibrations through a motor-driven exciter, which in turn causes the drilling fluid on the screen to undergo a throwing motion.
Vibration trajectory design
Linear shale shaker: Two main shafts with eccentric blocks rotate synchronously in opposite directions, generating linear vibration. However, it is prone to "screen clogging" (particles getting stuck in the screen), resulting in a decrease in throughput.
Balanced elliptical shale shaker: Combining the advantages of circular and linear shale shakers, all elliptical trajectories have the same major and minor axes and consistent throwing angles. The throughput is 20%-30% higher than that of linear screens, and the screen has a stronger self-cleaning ability.
Screening process
After the drilling fluid flows into the screen, it moves in a parabolic motion along the screen surface under the action of vibration. Fine particles and liquid phase pass through the screen and enter the slurry tank, while large rock cuttings are discharged into the mud pit, thus achieving solid-liquid separation.

The application of shale shakers has expanded from traditional oil drilling to multiple fields:
Oil and Gas Drilling
Onshore Drilling: In complex terrains such as deserts and Gobi, shale shakers must withstand high temperatures and dusty environments to ensure the cleanliness of drilling fluids.
Offshore Drilling: Due to limited platform space, shale shakers require a compact design while meeting explosion-proof and corrosion-resistant requirements.
Energy development
Shale gas/coalbed methane drilling: Long horizontal well sections and large amounts of drill cuttings require shale shakers to efficiently process high-solids drilling fluids and prevent wellbore blockage.
Geothermal energy development: High-temperature drilling fluids place higher demands on screen materials (such as heat-resistant stainless steel), requiring shale shakers to have resistance to thermal deformation.
Trenchless Engineering
Horizontal directional tunneling: Shale shakers are used in the mud circulation system to reduce disturbance to underground soil layers and ensure construction accuracy.
Shield tunnel construction: They are used to process the mud discharged from the tunnel boring machine, separating solid phases such as sand and gravel for mud recycling.
Environmental protection field
River silt treatment: Shale shakers can separate impurities such as sand, gravel, and plastic from silt, improving the resource utilization rate of silt.
Drilling waste management: Pre-treating drilling cuttings with shale shakers reduces subsequent processing costs.

TR Solids Control's oil shale shakers have been adjusted based on separation efficiency, equipment load, and intelligent control. Real-time optimization is performed to address drilling fluid characteristics, cuttings conditions, and changes in operating conditions, ultimately achieving the goal of "dry cuttings on the screen and clean fluid underneath."
Intelligent control:
By introducing sensors and frequency conversion technology, parameters such as vibration frequency and screen load are monitored in real time, and the excitation force is automatically adjusted to achieve a balance between energy saving and efficient screening.
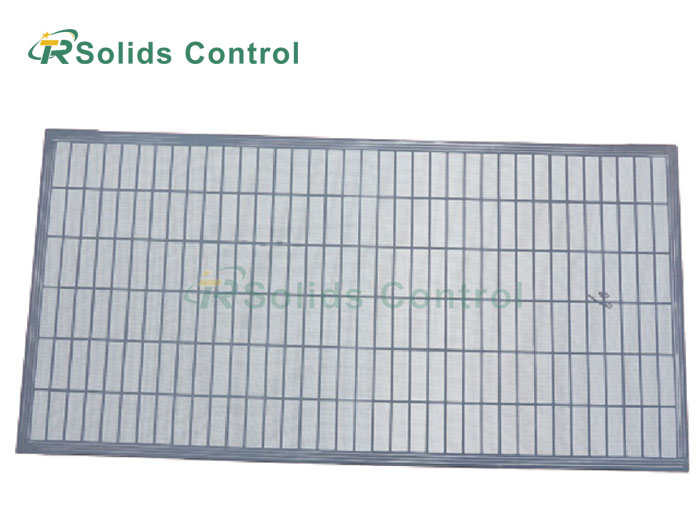
Innovative Screen Materials:

Utilizing high-strength stainless steel and composite materials enhances the screen's wear resistance and corrosion resistance, extending its service life. For example, wave screens increase filtration area, improving processing efficiency.
Modular design:
Supports single, double, or triple configurations to adapt to different drilling scale requirements. Meanwhile, the detachable frame design reduces maintenance costs and enhances equipment flexibility.
Integration of environmental protection technologies:
Developing low-noise, low-energy-consumption shale shakers to reduce the environmental impact of drilling operations. For example, high-strength composite rubber vibration damping devices can reduce noise by 10%-15%.

Address: No.2 Hu·ochang Rood, Yangling District, Xianyang City, Shaanxi Province, China
Tel: +86-13186019379
Wechat: 18509252400
Email: info@mudsolidscontrol.com
Contact: Mr.Li
 +86-13186019379
+86-13186019379